")
Cuprins:
- Pasul 1: Piese și materiale necesare
- Pasul 2: piese tipărite
- Pasul 3: Îndepărtarea unității DVD Stepper Mechnaism
- Pasul 4: Pregătirea glisorului
- Pasul 5: Asamblarea șinelor glisante pentru axa Y
- Pasul 6: Asamblarea șinelor glisante pentru axa X
- Pasul 7: Cablarea motoarelor pas cu pas
- Pasul 8: Combinarea axelor X și Y
- Pasul 9: Electronica
- Pasul 10: Asamblarea dispozitivelor electronice pe cadru
- Pasul 11: Reglarea curentului driverului pas cu pas
- Pasul 12: Asamblare laser
- Pasul 13: Pregătirea
- Pasul 14: Firmware GRBL
- Pasul 15: Software pentru trimiterea codului G
- Pasul 16: Reglarea sistemului
- Pasul 17: Gravura pe lemn
- Pasul 18: tăierea hârtiei subțiri
- Pasul 19: tăierea vinilului și realizarea de autocolante personalizate
- Autor John Day day@howwhatproduce.com.
- Public 2024-01-30 11:44.
- Modificat ultima dată 2025-01-23 15:04.

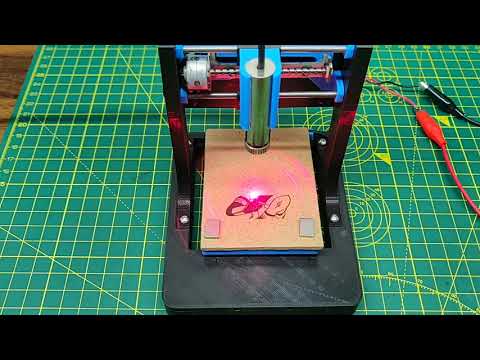

Acesta este un manual de instrucțiuni despre modul în care am remixat vechiul meu gravator cu laser CNC și am realizat o versiune stabilă a unui gravor cu laser pe bază de Arduino și a tăietorului de hârtie subțire folosind unități DVD vechi și folosind laser de 250 mW.
Vechea versiune a CNC-ului meu:
Versiunea veche nu era prea stabilă și avea o oarecare oscilație din cauza pieselor inegale, așa că am decis să fac o versiune stabilă a acesteia folosind piese imprimate 3D. Ceea ce mi-a oferit rezultate excelente în gravarea cu laser chiar și în detalii foarte mici, această mașină este un cablu pentru a face treaba bine. Puteți vedea detaliile în ochiul imaginii gravate.
Zona de joc este de 40 mm x 40 mm max.
Pasul 1: Piese și materiale necesare
- Arduino Nano (cu cablu USB)
- 2x mecanism pas cu pas al unității DVD
- 2 module A4988 pentru driverul motorului pas cu pas (sau ecran GRBL)
- Laser de 250 mW cu obiectiv reglabil (sau mai sus)
- 12v 2Amps alimentare minimă
- 1x IRFZ44N N-CHANNEL Mosfet
- 1x rezistor de 10k
- 1x rezistor de 47ohm
- 1x regulator de tensiune LM7805 (cu radiator)
- Placă PCB goală
- Anteturi masculine și feminine
- Stil JST XH de 2,5 mm
- Conector tată 2 pini
- 1x 1000uf 16v cabluri Jumper condensator
- 8x magneți mici de neodim (pe care i-am recuperat din mecanismul obiectivului DVD)
- 1 x mufă cu 2 pini în conectorul blocului de borne cu șurub
- Fermoare (100mm)
- Super-lipici
- 6 șuruburi M3x12
- 8x șuruburi M2x5
- Ochelari de siguranță cu laser
„Ochelari de siguranță cu laser sunt necesari în acest proiect”.
Pasul 2: piese tipărite

Fișiere STL, consultați fișierul atașat sau accesați:
Toate piesele sunt imprimate în material ABS.
Setări de imprimare: Înălțimea stratului: 0,2 mm
Completare: <25%
Suporturi: Nu
Pasul 3: Îndepărtarea unității DVD Stepper Mechnaism


Sunt necesare două mecanisme pentru driverul DVD, unul pentru axa X și al doilea pentru axa Y. Folosind un șurubelniță cu cap Phillips mic, am îndepărtat toate șuruburile și am detașat motorul pas cu pas, șinele glisante și următorul. Motoarele pas cu pas sunt motor pas cu pas Bipolar cu 4 pini.
Dimensiunea redusă și costul redus al unui motor DVD înseamnă că nu vă puteți aștepta la o rezoluție ridicată de la motor. Aceasta este asigurată de șurubul de plumb. De asemenea, nu toate aceste motoare fac 20 de pași / turație. 24 este, de asemenea, o specificație obișnuită. Va trebui doar să vă testați motorul pentru a vedea ce face.
Procedură pentru calcularea rezoluției motorului pas cu pas al unității CD:
Pentru a măsura rezoluția motorului pas cu pas al unității CD / DVD, a fost utilizat un micrometru digital. S-a măsurat distanța de-a lungul șurubului. Lungimea totală a șurubului folosind un micrometru, care sa dovedit a fi 51,56 mm. Pentru a determina valoarea cablului care este distanța dintre două filete adiacente pe șurub. Firele au fost numărate ca fiind 12 fire în această distanță. Plumb = distanța dintre firele adiacente = (lungimea totală / numărul de fire = 51,56 mm) / 12 = 4,29 mm / turație Unghiul de pas este de 18 grade, ceea ce corespunde la 20 de pași / rotație. Acum că toate informațiile necesare sunt disponibile, rezoluția motorului pas cu pas poate fi calculată așa cum se arată mai jos: Rezoluție = (Distanța dintre filetele adiacente) / (N trepte / turație) = (4,29 mm / turație) / (20 trepte / turație)) = 0,214 mm / pas. Care este de 3 ori mai bună rezoluția necesară, care este de 0,68 mm / pas.
Pasul 4: Pregătirea glisorului



Folosind Super Glue am lipit glisorul și ghidul într-o singură parte. Arcul este atașat pentru a menține tensiunea dintre ghidaj și șurubul de plumb pentru a evita genele negre.
Pasul 5: Asamblarea șinelor glisante pentru axa Y



Înainte de a monta glisorul în bază, am lipit 4x magneți mici de neodim (pe care i-am recuperat din mecanismul obiectivului DVD) în placa X. Acest magneți va ajuta la menținerea piesei de lucru la zona de lucru.
Tija netedă va menține mecanismul de alunecare intact până la bază.
Pasul 6: Asamblarea șinelor glisante pentru axa X



Aici, folosind super lipici și șurub, am atașat mecanismul de ghidare la carcasa laserului.
Atașați motorul pas cu pas pe locul cu ajutorul șuruburilor și apoi introduceți tijele netede și partea de ghidare în găurile date, ținând cont de faptul că glisorul se mișcă liber nu prea tare. Și fixați stâlpii laterali ai cadrului.
Pasul 7: Cablarea motoarelor pas cu pas



Pentru motoarele pas cu pas am folosit un cablu USB vechi, deoarece are 4 fire în interior și are un capac pe el și este mai flexibil și mai ușor de lucrat.
Folosind modul de continuitate în multimetru determinați 2 bobine, bobine A și bobine B.
Am făcut 2 perechi de sârmă selectând culori, o pereche pentru bobina A și a doua pentru bobina B.
Le-am lipit și am folosit un tub termocontractabil pe el.
Pasul 8: Combinarea axelor X și Y


Folosind 4x șuruburi M3x12, ați combinat baza și cadrul lateral cu un singur ansamblu.
Pasul 9: Electronica



PĂRȚILE UTILIZATE PENTRU Șofer sunt:
- Arduino Nano.
- 2 drivere de motor A4988 pas cu pas.
- 1x MOSFET IRFZ44N N-CHANNEL.
- 1x LM7805 Regulator de tensiune cu radiator.
- 1x rezistență 47ohm și 1x 10k.
- 1x 1000uf 16V condensator.
- 1x conector tată 2 pin 2,5 mm JST XH-Style.
- Pini de antet pentru bărbați și femei.
- 1x (PCB gol 20mm x 80mm).
În GRBL, pinii digitali și analogici ai Arduino sunt rezervați. Pinul „Step” pentru axele X și Y este atașat pinilor digitali 2, respectiv 3. Pinul „Dir” pentru axele X și Y este atașat pinilor digitali 5 și respectiv 6. D11 este pentru activare laser. Arduino alimentează prin cablul USB. Drivere A4988 prin sursă de alimentare externă. Toate terenurile au conexiuni comune. VDD de A4988 sunt conectate la 5V de Arduino. Laserul pe care l-am folosit rulează pe 5V și are un circuit de curent constant. Pentru sursa constantă de 5V de la sursa de alimentare externă se utilizează regulatorul de tensiune LM7805. Radiatorul este obligatoriu. IRFZ44N N-CHANNEL MOSFET funcționează ca un comutator elelecronic când primește semnal digital înalt de la pinul D11 al Arduino. NOTĂ: 5V de la Arduino nano nu pot fi utilizate deoarece laserul atrage mai mult de 250mA, iar Arduino Nano nu este capabil să furnizeze o cantitate mare de curent.
Configurarea Micro Stepping pentru fiecare axă.
MS0 MS1 MS2 Rezoluție microstep.
Scăzut Scăzut Scăzut Pas complet.
Scăzut Scăzut Scăzut Pas sfert.
Înalt Înalt Minim În al optulea pas.
Înalt Înalt Înalt În al șaisprezecelea pas.
Cei 3 pini (MS1, MS2 și MS3) sunt pentru selectarea uneia dintre rezoluțiile cu cinci pași conform tabelului de adevăr de mai sus. Acești pini au rezistențe interne de tragere, așa că, dacă le lăsăm deconectate, placa va funcționa în modul pas complet. Am folosit cea de-a 16-a etapă de configurare pentru un nivel neted și fără zgomot. Majoritatea (dar cu siguranță nu toate) motoarele pas cu pas fac 200 de pași completi pe rotație. Prin gestionarea adecvată a curentului în bobine, este posibil ca motorul să se deplaseze în pași mai mici. Pololu A4988 poate face ca motorul să se deplaseze în trepte de 1/16 - sau 3, 200 de trepte pe rotație. Principalul avantaj al microstepping-ului este reducerea durității mișcării. Singurele poziții pe deplin precise sunt pozițiile cu pas complet. Motorul nu va putea menține o poziție staționară la una dintre pozițiile intermediare cu aceeași precizie a poziției sau cu același cuplu de menținere ca la pozițiile cu trepte complete.
Pasul 10: Asamblarea dispozitivelor electronice pe cadru


Ați asamblat placa șoferului pe placa din spate folosind 2 șuruburi M2 și pe cadrul mașinii folosind 2 șuruburi M3x12. Conectat la conexiunile pentru motoarele Stepper X, Y și Laser.
Pasul 11: Reglarea curentului driverului pas cu pas


Pentru a atinge rate mari de pas, alimentarea cu motor este de obicei mult mai mare decât ar fi permisă fără limitarea curentului activ. De exemplu, un motor pas cu pas tipic ar putea avea un curent nominal maxim de 1A cu o rezistență a bobinei de 5Ω, ceea ce ar indica o alimentare maximă a motorului de 5 V. Utilizarea unui astfel de motor cu 12 V ar permite rate de pas mai mari, dar curentul trebuie activ să fie limitat la sub 1A pentru a preveni deteriorarea motorului. A4988 acceptă o astfel de limitare de curent activă, iar potențiometrul de tundere de pe placă poate fi utilizat pentru a seta limita de curent. O modalitate de a seta limita de curent este de a pune driverul în modul pas complet și de a măsura curentul care circulă printr-o singură bobină a motorului fără a efectua ceasul intrării STEP. Curentul măsurat va fi de 0,7 ori mai mare decât limita de curent (deoarece ambele bobine sunt întotdeauna activate și limitate la 70% din limita de curent setată în modul pas complet). Vă rugăm să rețineți că modificarea tensiunii logice, Vdd, la o valoare diferită va schimba setarea limită de curent, deoarece tensiunea pe pinul „ref” este o funcție a Vdd. O altă modalitate de a seta limita de curent este de a măsura tensiunea direct deasupra potențiometrului și de a calcula limita de curent rezultată (rezistențele de detectare a curentului sunt de 0,1Ω). Limita de curent se referă la tensiunea de referință după cum urmează: Limita de curent = VREF × 1,25 Deci, de exemplu, dacă tensiunea de referință este de 0,6 V, limita de curent este de 0,75A. Așa cum s-a menționat mai sus, în modul pas complet, curentul prin bobine este limitat la 70% din limita de curent, deci pentru a obține un curent bobină pas complet de 1A, limita curentului ar trebui să fie 1A / 0,7 = 1,4A, ceea ce corespunde la un VREF de 1.4A / 1.25 = 1.12 V. Consultați foaia de date A4988 pentru mai multe informații. Notă: curentul bobinei poate fi foarte diferit de curentul de alimentare, deci nu ar trebui să utilizați curentul măsurat la sursa de alimentare pentru a seta limita curentului. Locul potrivit pentru a vă pune contorul curent este în serie cu una dintre bobinele motorului pas cu pas.
Pasul 12: Asamblare laser



Laserul pe care l-am folosit este modulul laser focalizabil 200-250mW 650nm. Carcasa metalică exterioară funcționează ca radiator pentru dioda laser. Are obiectiv focalizabil pentru reglarea punctului laser. Conectați terminalul cablului laser la mufa laser de pe placa șoferului.
Puteți obține unul aici.
Pasul 13: Pregătirea


Folosind patru magneți mici de neodim blocați piesa de lucru pe patul de lucru și setați axele X și Y în poziția inițială (acasă). Porniți placa driverului prin sursa de alimentare externă și Arduino Nano la computer printr-un cablu USB A la USB Mini B.
De asemenea, alimentați placa printr-o sursă de alimentare externă.
PRIMUL SIGURANȚĂ. ESTE NECESARĂ OCHELARILE DE SIGURANȚĂ CU LASER
Pasul 14: Firmware GRBL



- Descărcați GRBL, aici
- Extrageți pe desktop folderul grbl-master, îl găsiți în fișierul master.zip
- Rulați IDE-ul Arduino
- Din meniul barei de aplicații, alegeți: Sketch -> #include Library -> Add Library from file. ZIP
- Selectați folderul grbl pe care îl puteți găsi în folderul grlb-master și faceți clic pe Deschidere
- Biblioteca este acum instalată și software-ul IDE vă va afișa acest mesaj: Biblioteca este adăugată la biblioteca dvs. Verificați meniul „Includerea bibliotecilor”.
- Apoi deschideți un exemplu numit „grbl upload” și încărcați-l pe placa dvs. arduino.
Pasul 15: Software pentru trimiterea codului G



De asemenea, avem nevoie de un software pentru a trimite G-Code către CNC, pentru că am folosit LASER GRBL
LaserGRBL este unul dintre cele mai bune Windows GCode streamer pentru DIY Laser Gravor. LaserGRBL este capabil să încarce și să transmită calea GCode către arduino, precum și să graveze imagini, imagini și sigle cu un instrument de conversie intern.
Descărcare LASER GRBL.
LaserGRBL verifică în permanență porturile COM disponibile pe aparat. Lista de porturi vă permite să selectați portul COM la care este conectată placa de control.
Vă rugăm să selectați rata de transmisie corespunzătoare pentru conexiune în funcție de configurația firmware-ului mașinii (implicit 115200).
Setări Grbl:
$$ - Vizualizați setările Grbl
Pentru a vizualiza setările, tastați $$ și apăsați Enter după conectarea la Grbl. Grbl ar trebui să răspundă cu o listă a setărilor curente ale sistemului, așa cum se arată în exemplul de mai jos. Toate aceste setări sunt persistente și păstrate în EEPROM, deci dacă opriți, acestea vor fi încărcate înapoi la următoarea pornire a Arduino.
0 $ = 10 (impuls de pas, usec)
$ 1 = 25 (întârziere pas inactiv, msec)
2 $ = 0 (masca de inversare a portului pasului: 00000000)
3 $ = 6 (masca de inversare a portului dir: 00000110)
$ 4 = 0 (activare pas invers, bool)
5 $ = 0 (pini limită inversați, bool)
6 $ = 0 (inversarea pinului sondei, bool)
10 USD = 3 (masca raportului de stare: 00000011)
11 USD = 0,020 (deviația joncțiunii, mm)
12 USD = 0,002 (toleranță arc, mm)
13 USD = 0 (raportați inci, bool)
20 USD = 0 (limite soft, bool)
21 USD = 0 (limite dificile, bool)
22 USD = 0 (ciclu de reglare, bool)
23 $ = 1 (mască de inversare a direcției de aderare: 00000001)
24 USD = 50.000 (feed de trimitere, mm / min)
25 $ = 635.000 (căutare homing, mm / min)
26 dolari = 250 (scăderea de înregistrare, msec)
27 USD = 1.000 (extragere de aderare, mm)
100 USD = 314.961 (x, pas / mm)
101 USD = 314.961 (y, pas / mm)
102 USD = 314.961 (z, pas / mm)
110 USD = 635.000 (x rată maximă, mm / min)
111 USD = 635.000 (rata maximă y, mm / min)
112 USD = 635.000 (rata maximă z, mm / min)
120 USD = 50.000 (x accel, mm / sec ^ 2)
121 = 50.000 (y accel, mm / sec ^ 2)
122 $ = 50.000 (z accel, mm / sec ^ 2)
130 USD = 225.000 (x cursă maximă, mm)
131 USD = 125.000 (y cursă maximă, mm)
132 USD = 170.000 (z cursă maximă, mm)
Pasul 16: Reglarea sistemului



Aici vine partea cea mai dificilă a proiectului.
-Reglarea fasciculului laser în cel mai mic punct posibil pe piesa de prelucrat. Aceasta este cea mai dificilă parte care necesită timp și răbdare folosind metoda de urmărire și eroare.
-Sfacerea setărilor GRBL pentru 100 $, 101 $, 130 $ și 131 $
Setarea mea pentru GRBL este de 100 $ = 110.000
$101=110.000
$130=40.000
$131=40.000
Am încercat să gravez un pătrat de laturi de 40 mm și, după atâtea erori și modificând setarea grbl, primesc linia corespunzătoare de 40 mm gravată atât pe axa X, cât și pe axa Y. Dacă rezoluția axei X și Y nu este aceeași, imaginea se va scala în ambele direcții.
Rețineți că nu toate motoarele pas cu pas de pe unitățile DVD sunt la fel.
Este un proces lung și durează, dar rezultatele sunt atât de satisfăcătoare atunci când sunt modificate.
Interfață cu utilizatorul LaserGRBL.
- Controlul conexiunii: aici puteți selecta portul serial și rata de transfer adecvată pentru conexiune, conform configurației firmware-ului grbl.
- Controlul fișierului: aceasta arată numele fișierului încărcat și progresul procesului de gravare. Butonul verde „Redare” va începe executarea programului.
- Comenzi manuale: puteți introduce aici orice linie G-Code și apăsați „enter”. Comenzile vor fi puse în coadă pentru a comanda în coadă.
- Jurnalul de comenzi și codurile de returnare a comenzilor: afișează comenzile în coadă și starea și erorile lor de execuție.
- Controlul de jogging: permite poziționarea manuală a laserului. Glisorul vertical stâng controlează viteza mișcării, glisorul drept controlează mărimea pasului.
- Previzualizare gravură: această zonă prezintă previzualizarea finală a lucrării. În timpul gravării, o mică cruce albastră va arăta poziția curentă a laserului în timpul rulării.
- Grbl reset / homing / unlock: aceste butoane trimit comanda de resetare soft, homing și deblocare la placa grbl. În dreapta butonului de deblocare puteți adăuga câteva butoane definite de utilizator.
- Feed hold și reluare: aceste butoane pot suspenda și relua execuția programului, trimițând comanda Feed Hold sau Resume pe placa grbl.
- Numărul de linii și proiecția timpului: LaserGRBL ar putea estima timpul de execuție al programului pe baza vitezei reale și a progresului lucrării.
- Înlocuiește starea un control: afișează și modifică viteza reală și suprascrierea puterii. Suprascrieri este o nouă caracteristică a grbl v1.1 și nu este acceptată în versiunile mai vechi.
Pasul 17: Gravura pe lemn




Importul raster vă permite să încărcați o imagine de orice fel în LaserGRBL și să o transformați în instrucțiuni GCode fără a fi nevoie de alte programe. LaserGRBL acceptă fotografii, clip art, desene în creion, sigle, pictograme și încercați să faceți tot posibilul cu orice tip de imagine.
Poate fi rechemat din meniul „Fișier, Deschidere fișier” selectând o imagine de tip jpg,-p.webp
Setarea pentru gravură este diferită pentru toate materialele.
Definiți viteza de gravare pe mm, iar liniile de calitate pe mm Video atașat reprezintă intervalul de timp al întregului proces.
Pasul 18: tăierea hârtiei subțiri

Acest laser de 250 mW este, de asemenea, capabil să taie hârtii subțiri, dar viteza ar trebui să fie foarte mică, adică nu mai mult de 15 mm / min, iar fasciculul laser ar trebui să fie reglat corespunzător.
Video atașat este intervalul de timp al întregului proces.
Pasul 19: tăierea vinilului și realizarea de autocolante personalizate


Am făcut niște autocolante personalizate de vinil. Viteza Boarder se modifică în ceea ce privește culoarea vinilului folosit.
Culorile închise sunt ușor de utilizat, în timp ce culorile mai deschise sunt dificile.
Imaginile de mai sus demonstrează modul de utilizare a autocolantului de vinil realizat cu ajutorul CNC-ului.
Dar rețineți că arderea vinilului eliberează vapori cancerigeni. Miroase foarte rău.
♥ Mulțumiri speciale dezvoltatorilor GRBL:)
Sper că v-a plăcut acest proiect, anunțați-mă în comentarii dacă aveți întrebări, aș dori să văd și fotografii ale mașinilor dvs. CNC!
Mulțumiri!! pentru sprijinul dumneavoastră.
Recomandat:
Cum să faci mini-mașină CNC: 11 pași (cu imagini)
")
Cum se face mini-mașină CNC: Bună ziua tuturor, sperăm că faceți bine. Sunt aici cu un alt proiect foarte interesant pe care îl puteți construi folosind câteva piese uzate ale computerului. În acest Instructables vă voi arăta cum puteți face o mini mașină CNC acasă din vechiul DVD Wri
Spectacol de lumină laser pentru muzică cu cutie laser: 18 pași (cu imagini)
")
Laser Box Music Laser Light Show: Am publicat anterior un Instructable care descria modul de utilizare a hard diskurilor computerului pentru a face un spectacol de lumină laser cu muzică. Am decis să fac o versiune compactă folosind o cutie electrică și motoare RC. Înainte de a începe, ar trebui să vă spun că mai puțin
Mini gravor cu laser laser CNC și tăietor de hârtie cu laser: 18 pași (cu imagini)
")
Mini gravor cu laser laser CNC și tăietor de hârtie cu laser: Acesta este un instructabil despre modul în care am realizat un gravor cu laser laser pe bază de Arduino și un tăietor de hârtie subțire folosind unități DVD vechi, laser de 250 mW. Zona de joc este de 40 mm x 40 mm maximum. Nu este distractiv să faci o mașină proprie din lucruri vechi?
Gravator de buzunar: 7 pași

Pocket Sized Penny Etcher: M-am gândit că ar fi grozav să sculptezi în bănuți unii oameni o fac cu un cuțit sau o dalta. Dar pentru mine asta înseamnă prea multă muncă. Așa că am făcut un gravator electric, astfel încât să pot să desenez pe orice metal placat cu cupru. Iată cum se face stiloul de buzunar
Mini Plotter CNC Arduino (cu proiectul Proteus și PCB): 3 pași (cu imagini)
: 3 pași (cu imagini)")
Mini Plotter CNC Arduino (cu Proiectul Proteus și PCB): Acest mini plotter arduino CNC sau XY poate scrie și realiza proiecte în intervalul de 40x40mm. Da, această gamă este scurtă, dar este un bun început pentru a sări în lumea arduino. [Am dat totul în acest proiect, chiar și PCB, fișier Proteus, exemplu de proiectare a